

以下是我们上传的2507不锈钢复合板、2507不锈钢复合板厂家_规格齐全实拍视频,您可以点击观看。
以下是:2507不锈钢复合板、2507不锈钢复合板厂家_规格齐全的图文介绍


无锡滨湖 不锈钢复合板合金的性能特点,在满足产品规格、性能的前提下,追求高质量、高精度,增加市场竞争力的设计思想指导下,采用国外先进的生产设备和技术,提高生产率和成品率。确定了该产品的生产方案和主要设备,制定了该产品的生产工艺流程和变形前后尺寸。通过工艺计算校核了该产品的工艺规程并终完成了该产品的工艺卡片的编制。 1我国目前不锈钢生产情况
从20世纪50年代开始,世界不锈钢进入了大规模工业化生产阶段。半个多世纪以来,随着生产技术的不断进步和市场需求的不断增加,全世界不锈钢产量从1950年100万t增长到 2013年3726.8万t。而中国2013年不锈钢产量也达到约1800万吨,占全球总产量的48.3%。
自20世纪90年代以来,我国不锈钢供给一直远远不能满足需求,致使不锈钢材大量进口.进入21世纪之后,不锈钢制品行业正如我国钢铁行业一样得到了突飞猛进的发展,不锈钢市场需求量迅速增加, 巨大的市场需求推动许多企业纷纷新建或扩建不锈钢项目。截止2006年底,我国有一定规模并且符合产业政策的不锈钢热轧产能已达到1050万t左右。同时,还有近300万热轧产能正在建设中,随着这些项目的陆续投产和生产能力的不断发挥,尤其是2005~2006年,太钢、宝钢不锈钢工程相继投产,在很大程度上缓解了我国不锈钢供给不足的矛盾,使我国不锈钢产量和市场自给能力进一步得到提高。



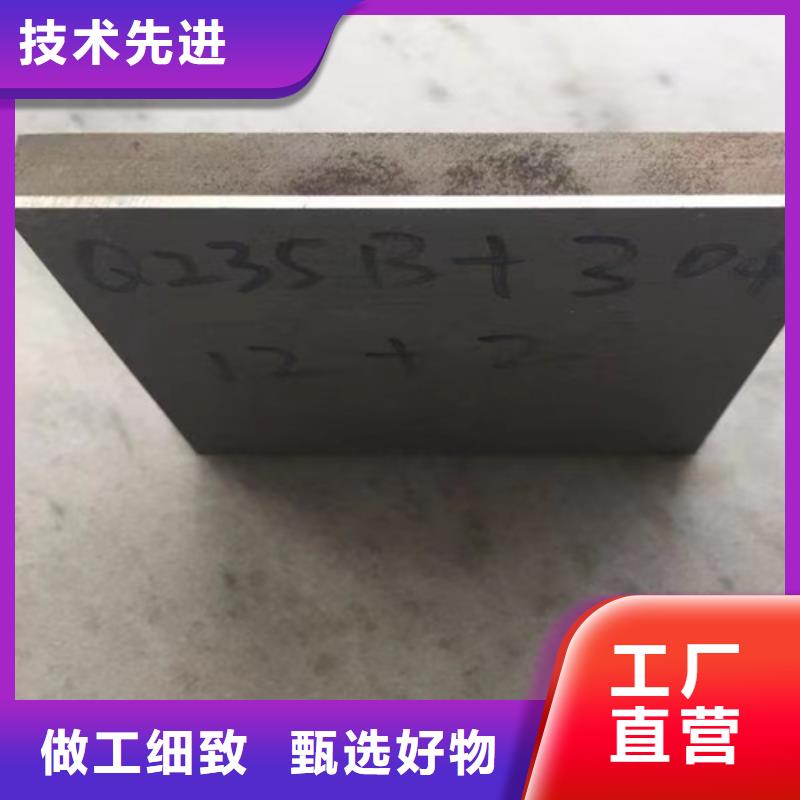
无锡滨湖31603+Q345R不锈钢复合板生产厂家3.1 筒体在组对前坡口及其两侧各20mm范围内应进行表面清理,复层距坡口100mm范围内应涂防飞溅涂料。
3.2 组对时以复层为基准,对口错边量:≤1.5mm。
3.3 定位焊必须焊在基层母材上,且用J507焊条。
3.4 在组对过程中,严禁在复层上焊接工卡具,应焊在基层一侧去除工卡具时,严禁损伤基层金属,焊接处打磨光滑。钢板吊运过程中,要防止钢板变形,钢丝绳要加护套,以防损伤复层表面。
3.5 为防止复层铁离子和其它有害杂质的污染,不锈钢复合钢板生产场地必须保持清洁、干燥、地面应铺设木质垫板。零部件半成品、成品的堆放需配有木质堆放架。
㈡ 焊接施工工艺
1、一般规定
1.1 手弧焊时,风速不大于10m/s,气体保护焊时,风速不大于2m/s。
1.2 相对湿度不大于90%;
1.3 焊接场所有防风、雨措施。
1.4 焊接设备应处于完好状态,并安装校验合格的电流、电压表。
1.5 焊条、焊剂使用前应按产品说明书要求进行烘干,烘干好的焊条领出后应放在保温筒中,随用随取。焊条在保温筒中放置时间超过4h,应重新进行烘干,但烘干次数不得超过两次。
1.6 施焊时,必须由具有焊接不锈钢复合钢板资质的焊工进行焊接施工,否则必须考试合格、备案后再施工。


无锡滨湖不锈钢复合板 精心培育专业人才,打造高技能人才队伍。近日,津西股份组织了企业新型学徒制学员职业技能等级认定考试工作。认定考试工作在津西股份老办公楼网络培训教室、生产现场和迁西县职校展开。考试现场紧张有序,组织严密,全程进行录像,监督考场纪律。考生们全神贯注,奋力拼搏。这既是一次技能考试,更是一场岗位练兵。本次考试由唐山市职业技能鉴定指导中心、唐山劳动技师学院、唐山科技职业技术学院派出专业考评员。认定工种涉及球团焙烧工、高炉炼铁工、高炉配管工、炼钢工、连铸工、金属轧制工、轧钢精整工、轧制原料加热工、电工、钳工、数控车工、化学检验员、起重装卸机械操作工、锅炉操作工14个工种,认定等级为中级工和高级工,共计992人。此次考试理论和实操分别为60分及以上为及格。应参加中级工认定考试845人,675人理论与实操及格,及格率为79.9%;应参加高级工认定考试147人,134人理论与实操及格,及格率为91.2%;考试及格总人数为809人,总及格率为81.6%。



在当前国内外 无锡滨湖不锈钢装饰管、不锈钢焊管、304不锈钢焊管、201不锈钢焊管激烈的市场竞争中,惠宁金属制品有限公司本着“诚信为本、客户至上、精益就精、质量优先”的立业宗旨,一如既往地提高现有 无锡滨湖不锈钢装饰管、不锈钢焊管、304不锈钢焊管、201不锈钢焊管产品质量,不断努力提高现有 无锡滨湖不锈钢装饰管、不锈钢焊管、304不锈钢焊管、201不锈钢焊管产品质量,不断努力研究开发适用于客户要求的 无锡滨湖不锈钢装饰管、不锈钢焊管、304不锈钢焊管、201不锈钢焊管产品,完善售后服务,保证用户运行而无后顾之忧。愿与各界朋友精诚合作,共谋发展!


